Servus miteinander,
ich bin gerade dabei einen Ajax 2 zu überholen. Eine der vielen Baustellen ist der ausgelutschte Exzenter. Da ist einiges an Spiel drin. Ich möchte (muss) da was machen und hab auch ein paar Ideen wie man die Situation verbessern könnte. Ich weiß nur nicht, ob ich damit völlig auf dem Holzpfad bin. Es fehlt auch an Equipment. Z.B. wäre die beiden Gehäuseschalen auszudrehen leider überhaupt nicht drin. Das ist ne Nummer zu groß bzw. zu teuer. Bevor ich aber nun weiter auf Lösungsansätze eingehe erstmal die Problematik in bebilderter Form, in der Hoffnung hier hat evtl. jemand einen Tipp zur Instandsetzung von sowas.
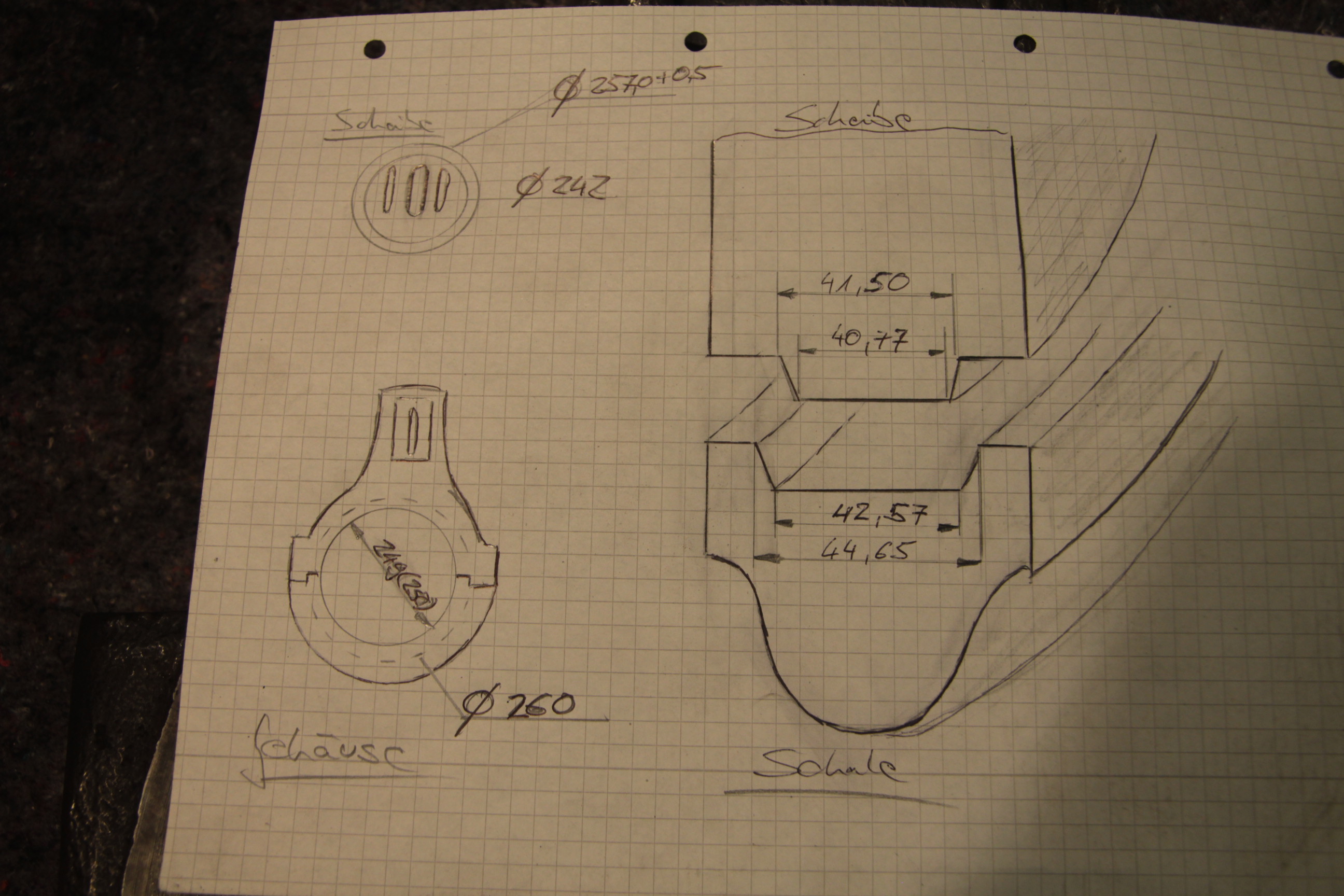
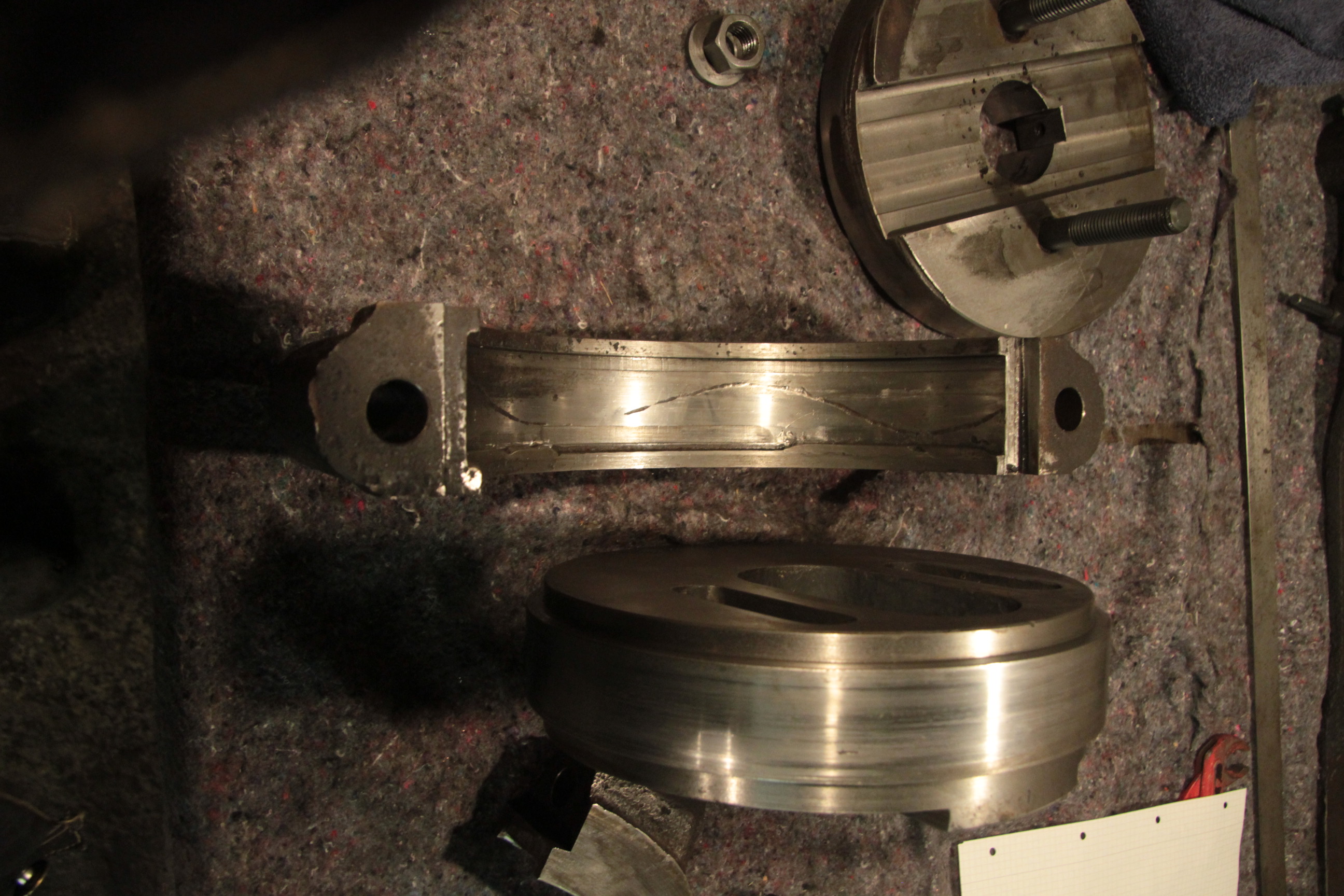

Also beinahe überall 2-3mm Spiel. Es läuft Stahl auf Stahl. Die Schalen wurden an den Innenkanten auch schonmal sichtbar nachgeschweißt. Hält aber. Die Exzenterscheibe ist an der mittleren Lauffläche ca. 4/10mm unrund. Auch die beiden Schalenhälften sind entsprechend eingelaufen.
Weiß jemand wie die Gleitflächen im Original aufgebaut waren? Kommt hier ein Weissmetallausguss dazwischen? Die einseitigen Absätze an der inneren seitlichen Führungskante der Lagerschalen könnten eine Verdrehsicherung für eine Büchse/Ausguss sein? Oder Gussfehler? Ausbrüche?
Ein Freund hat mir etwas Weissmetall zugeschoben und ich tendiere dazu die Schalen damit nach Abdrehen der Exzenterscheibe damit auszugießen. Ich dachte wie folgt vorzugehen:
- Evtl ein paar Bohrungen in die Schalen zur zusätzl. mechanischen Sicherung des Weissmetalls.
- Exzenterscheibe einrußen als Trennschicht.
- Scheibe und eine Lagerschalenhälfte miteinander stehend im Wasser einrichten. Auf gleichmäßiges Spaltmaß einmessen.
- Spalte mit z.B. Ofenkitt (?) abdichten.
- Flamme dran und sobald warm genug rein mit der heißen Suppe.
- Das ganze x2.
Ich denke nen Versuch wär's wert. Man kann's ja recht problemlos wieder entfernen. Sofern das ganze Sinn ergibt, hättet Ihr einen Tipp zum anschließenden Hohnen der neuen Gleitflächen?
Wäre Kaltmetall eine bessere Alternative? Ist vergiessen für den Fall überhaupt ein sinnvoller weg? Oder müsste man unweigerlich alles, also auch die Schalen, sauber abdrehen und dann z.B. Rotgussbüchsen ein bzw. aufkleben?
Den point-of-no-return hab ich inzwischen was zeitliche und finanzielle Investitionen betrifft lange überschritten. Das Ding muss fertig instandgesetzt werden. Ich wäre also um jeden Tipp dankbar.
VG







