Jungs , machts nicht so kompliziert. Die feder stähle sind problemlos und verzeihen fast alles. 30 bis 50 grd zu hoch sind kein Problem. Es entsteht kaum restaustenit - der weich ist - und auch grobkörnig ist kein Thema.
Entscheidend ist der zeit Faktor, so kurz wie möglich , also Feuer hochheizen, ordentlich Power.
Klinge hineinstecken, bis rotglut erreicht wird ,dafür reichen 10 bis 15 min. Haltezeit 3 bis 5 min. Dann ab ins warme Öl, mindestens so um 40grd rum, mit Schrott erwärmen. Langsam senkrecht eintauchen, wedeln , 1 min halten , raus an die Luft.
Noch handwarm anlassen bei 200grd.
Sollte so um die 58 bis 60 hrc ergeben - je nach Legierung.
Ich härte aus dem Holzkohlefeuer - klappt immer. (Für grosse Werkstücke die dicker sind und längere Zeiten brauchen, benötigt man auch genauere Temperatur geregelte Öfen, für unsere kleinen stärken ist das vernachlässigbar )
Also nur Mut - es wird schon klappen.
Gruss fritz
2 kleine Probleme mit einem kleinen Messer

8. Juni 2016 um 16:46

Das gute ist, von diesem Stahl habe ich noch mehr ( genug für 30 kleine Messer) und ich habe schon an verschiedensten stellen in meiner Umgebung stücke der gleichen Form und des gleichen Funkenbilds gefunden, d. h. dass ich evtl. noch mehr finde. Wenn ich nächstes mal die Esse an habe, schmiede ich ein stück aus, trenne das, härte eins in Wasser, breche es, härte eins in öl, breche es, und wenn ich kein gutes Bruchbild bekomme, gehe ich mit der Temparatur runter, bis das Bild besser wird.
Danke für die weiteren Erklärungen des FeC- Diagramms.
Messerklingen und Stahl von Roman Landes steht schon auf der Geburtstagsliste, spätestens nachdem ich das gelesen habe, sollte ich das ganze verstanden haben.
Ja, härten ist so eine sache. Ist aber das erste mal, dass ich probleme damit habe, grade habe ich ein Messer, das ist so hart, dass ich da mit dem Schleifstein kaum was abbekomme.
Wieder was gelernt!
Danke für die weiteren Erklärungen des FeC- Diagramms.
Messerklingen und Stahl von Roman Landes steht schon auf der Geburtstagsliste, spätestens nachdem ich das gelesen habe, sollte ich das ganze verstanden haben.
Ja, härten ist so eine sache. Ist aber das erste mal, dass ich probleme damit habe, grade habe ich ein Messer, das ist so hart, dass ich da mit dem Schleifstein kaum was abbekomme.
wenn du zu hoch heizt und dann abschreckst erhältst du sowohl Grobkorn als auch eine geringere Härte. Sagen wir dein Stahl schafft, bei richtiger Härtung, 66HRC, dann kann es sein, dass wenn du 100° zu hoch abschreckst, das Teil nur 56HRC hat. (Nur als Beispiel) (Und eben Groborn, das hält dann nix aus)
Das ist sehr interessant! Ich habe das schonmal beobachtet, da habt ein Kumpel bei mir eine Feile zu einem Wesser verwurstet, das messer ist ganz geil geworden, aber wir haben beim schleifen gemerkt, dass es nur an der Spitze hart geworden war. Dort hatte es aus der Esse rausgeschaut, und war weniger warm geworden. Der Rest war viel zu warm, aber ich wusste ja nicht, das es auch zu warm gibt beim härten ( Außer fürs Korn, aber davon hatte ich damals auch nur einen leichten Schimmer einer Ahnung) Da wird dann das passiert sein, was du mir grade so schön erklärt hast, jetzt ergibt das endlich sinn.Wieder was gelernt!

8. Juni 2016 um 10:33

Das Eisen-Kohlenstoff Diagramm ist nicht allzu schwer zu verstehen, wenn man sich nen bisschen Zeit nimmt.
Der Trick ist, sich klar zu machen was die einzelnen Linien beduten und wie die Gebilde heißen.
Also Schau dir eine Peritektikum, Eutektikum, Mischungslücken usw. alleine an und mach Dir klar was passiert, wenn du an eine Phasengrenze Stößt. Dann markiere Dir ob es sich um einen Flüssig<->Fest oder einen Fest<->Fest übergang handelt. Und Das FeC Diagramm ist kein Großes Geheimnis mehr...
Wichtig ist das Phasendiagramme immer Gleichgewichts-Diagramme sind. D.h. Ungleichgewichte, die man durch abgschreckern erhält, wird man da nicht finden. Daher kein Martensit FeC Diagramm. Dafür gibt es dann das ZTU (Zeit Temperatur Umwandlung) Diagramm. Da findest du dann auch die Härtegefüge. Fürs Schweißen gibt es nochmal eigene ZTU's
Aber ZTU's sinf in der Regel für einen Stahl und nicht ohne weiteres zu übertragen...
Im prinzip ist Härten total simpel, der Teufel steckt im Detail...
Bei Stählen so niedrig wie möglich austenitisieren aber so, dass der Stahl nicht zu lange braucht um durch zu wärmen...
Denn Austenit ist ein KFZ Gitter und KFZ Gitter neigen zu schnellem Kornwachstum. Je wrärmer Ein Werkstoff ist, desto Schneller sind die Diffusionsprozesse um so schneller wachsen die Körner, man will aber ein möglichstz feines Korn (Hall-Petch).
Kurz grobes Korn wirkt sich negativ Auf die Fetigkeit aus. Und macht beim schleifen probleme, da die einzelnen Kistallflächen sich unterschiedlich verhalten. Außerdem können Körner ausbrechen.
Dann Abschrecken, aber nicht zu schnell sind werden die Eigenspannungen zu hoch und das Werkstück reißt.
Hinterher noch mal warm machen um Spannungen ab zu bauen und ggf. noch nen bisschen am Gefüge zu drehen...
Das spielen Zeit un Temperatur eine Rolle (Siehe ZTU)
Wenn Du also weißt was Du willst und Weißt was du genau für einen Stahl hast...
Und da liegt meist der Hase im Pfeffer... Vorallem, wenn man mit Schrott oder Fundstücken arbeitet...
Der Trick ist, sich klar zu machen was die einzelnen Linien beduten und wie die Gebilde heißen.
Also Schau dir eine Peritektikum, Eutektikum, Mischungslücken usw. alleine an und mach Dir klar was passiert, wenn du an eine Phasengrenze Stößt. Dann markiere Dir ob es sich um einen Flüssig<->Fest oder einen Fest<->Fest übergang handelt. Und Das FeC Diagramm ist kein Großes Geheimnis mehr...
Wichtig ist das Phasendiagramme immer Gleichgewichts-Diagramme sind. D.h. Ungleichgewichte, die man durch abgschreckern erhält, wird man da nicht finden. Daher kein Martensit FeC Diagramm. Dafür gibt es dann das ZTU (Zeit Temperatur Umwandlung) Diagramm. Da findest du dann auch die Härtegefüge. Fürs Schweißen gibt es nochmal eigene ZTU's
Aber ZTU's sinf in der Regel für einen Stahl und nicht ohne weiteres zu übertragen...
Im prinzip ist Härten total simpel, der Teufel steckt im Detail...
Bei Stählen so niedrig wie möglich austenitisieren aber so, dass der Stahl nicht zu lange braucht um durch zu wärmen...
Denn Austenit ist ein KFZ Gitter und KFZ Gitter neigen zu schnellem Kornwachstum. Je wrärmer Ein Werkstoff ist, desto Schneller sind die Diffusionsprozesse um so schneller wachsen die Körner, man will aber ein möglichstz feines Korn (Hall-Petch).
Kurz grobes Korn wirkt sich negativ Auf die Fetigkeit aus. Und macht beim schleifen probleme, da die einzelnen Kistallflächen sich unterschiedlich verhalten. Außerdem können Körner ausbrechen.
Dann Abschrecken, aber nicht zu schnell sind werden die Eigenspannungen zu hoch und das Werkstück reißt.
Hinterher noch mal warm machen um Spannungen ab zu bauen und ggf. noch nen bisschen am Gefüge zu drehen...
Das spielen Zeit un Temperatur eine Rolle (Siehe ZTU)
Wenn Du also weißt was Du willst und Weißt was du genau für einen Stahl hast...
Und da liegt meist der Hase im Pfeffer... Vorallem, wenn man mit Schrott oder Fundstücken arbeitet...

7. Juni 2016 um 23:18

Hallo Edgar,
Flamur hat Dir schon sehr gute Hinweise auf das Eisen-Kohlenstoff-Diagramm gegeben. Dieses ist nicht leicht zu verstehen, aber es lohnt sich, insb. wenn man Messer machen will.
Das Grobkorn entsteht entweder, wenn der Stahl beim Schmieden zu warm und er dann zu wenig verformt wird, oder wenn er wie Flamur sagt, beim Härten zu hoch erwärmt wird. Große rundliche Körner sind im Stahl der günstigere energetische Zustand, so dass der Stahl zu diesen großen Körnern tendiert, wenn man ihm die Möglichkeit gibt. Ab einer gewissen Temperatur finden diese Vorgänge eben statt. Deswegen ist die Temperatur so wichtig, bzw. man muss die Klinge vor dem Härten Normalglühen, damit die Körner wieder kleiner werden.
Wenn Du mehr darüber lernen willst, dann sei Dir das Buch von John D.Verhoeven, Stahl-Metallurgie für Einsteiger, oder eben das Buch von Roman Landes, Messerklingen und Stahl: Technologische Betrachtung von Messerschneiden, empfohlen. Vieleicht sind die Bücher in Eurer örtlichen Bibliothek vorhanden.
Du bist jung, also gehe ran!
Viel Erfolg!
Flamur hat Dir schon sehr gute Hinweise auf das Eisen-Kohlenstoff-Diagramm gegeben. Dieses ist nicht leicht zu verstehen, aber es lohnt sich, insb. wenn man Messer machen will.
Das Grobkorn entsteht entweder, wenn der Stahl beim Schmieden zu warm und er dann zu wenig verformt wird, oder wenn er wie Flamur sagt, beim Härten zu hoch erwärmt wird. Große rundliche Körner sind im Stahl der günstigere energetische Zustand, so dass der Stahl zu diesen großen Körnern tendiert, wenn man ihm die Möglichkeit gibt. Ab einer gewissen Temperatur finden diese Vorgänge eben statt. Deswegen ist die Temperatur so wichtig, bzw. man muss die Klinge vor dem Härten Normalglühen, damit die Körner wieder kleiner werden.
Wenn Du mehr darüber lernen willst, dann sei Dir das Buch von John D.Verhoeven, Stahl-Metallurgie für Einsteiger, oder eben das Buch von Roman Landes, Messerklingen und Stahl: Technologische Betrachtung von Messerschneiden, empfohlen. Vieleicht sind die Bücher in Eurer örtlichen Bibliothek vorhanden.
Du bist jung, also gehe ran!
Viel Erfolg!
Folgt PARX auf Instagram https://www.instagram.com/parxforging/
7. Juni 2016 um 20:01
wenn du zu hoch heizt und dann abschreckst erhältst du sowohl Grobkorn als auch eine geringere Härte. Sagen wir dein Stahl schafft, bei richtiger Härtung, 66HRC, dann kann es sein, dass wenn du 100° zu hoch abschreckst, das Teil nur 56HRC hat. (Nur als Beispiel) (Und eben Groborn, das hält dann nix aus)
7. Juni 2016 um 15:21
Gelb? O_o Du musst doch nur über die GSK-Linie?
Mit Gelb war hier die Anlassfarbe gemeint
Aber danke für deine Ausführungen hier! So ganz habe ich das mit bem Eisen-Kohlenstoff-Diagramm nämlich noch nicht verstanden, ist ja aber auch kein so leichtes Thema. Jedes mal wenn ich einen solchen beitrag in Foren oder Büchern lese, bleibt etwas bei mir hängen. 1% C = 723°C habe ich so langsam intus.Ich habe aber noch eine Frage. Wenn ich das zu warm härte: habe ich dann "bloß" Grobkorn oder passieren da noch andere gruselige sachen mit meinem Stahl?
Es kann nämlich durchaus sein, dass ich zu warm gehärtet habe. Vielleicht benutze ich doch besser den Trick mit dem Magneten, bis ich das genauere Temparaturgefühl habe.
LKW Werkstatt+ Autowerkstatt- Danke für die Tipps, ich gehe einfach mal mit zum Autoreparieren bei nächster Gelegenheit. Evtl bekommt man da auch Bremsscheiben, ich habe nämlich nen Kumpel, der infiziert ist mit dem Virus Schmieden, und der will sich eine Esse bauen. Ein stück Eisenbahnschiene ist schon besorgt für 35 Kr ( 3,5 Euronen
 )
)Tante Edit sagt: Ich habe das Messer in zwischenzeit fertig geschliffen , nach dem Lansky nochmal geledert. Ich habe jetzt ein paar kahle stellen mehr an Arm und Bein,
Also rasieren tuts. Beim Papiertest merkte man die Ausbrüche nicht ganz so stark, wie ich dachte, es schneidet das Papier, bleibt aber schon auch mal hängen in den größeren. Schneidet also nicht ganz glatt, aber ich habe schon weitaus schlimmere Messer gesehen, zum Beispiel die, auf die meine Oma einen wandernden "Messer und Scherenschleifer" losgelassen hatte. Pushcut ist eher nicht so.Fazit: es ist ein ganz nettes Messer bei rausgekommen, mit dem man Brot schneiden und schmieren, und andere leichtere Aufgaben erledigen kann. Ideal für eine Gartenparty.
Zuletzt bearbeitet: 7. Juni 2016 um 15:37,
Edgar Kalischer

6. Juni 2016 um 21:31

Servus @ all,
Tip am Rande - versuchts ma bei ner LkW-Wekstätte. Da bekommt man auch ordentliche Blattfedern!
Hab bei einer in meiner Nähe einfach mal angefragt. Der Meister von dort hat mich sogar angerufen, als was im Container lag. Und für Trinkgeld macht der das bestimmt wieder.
Greets Holledauer
Unikate müssen nicht zwingend schön sein, nur einzigartig.
4. Juni 2016 um 22:42
Das kleine Messer habe ich gestern in der Esse einfach mal so lange durchgezogen, bis die Schneide gelb mit klitzekleinem Rotstich war, dann abgekühlt.
Gelb? O_o Du musst doch nur über die GSK-Linie?
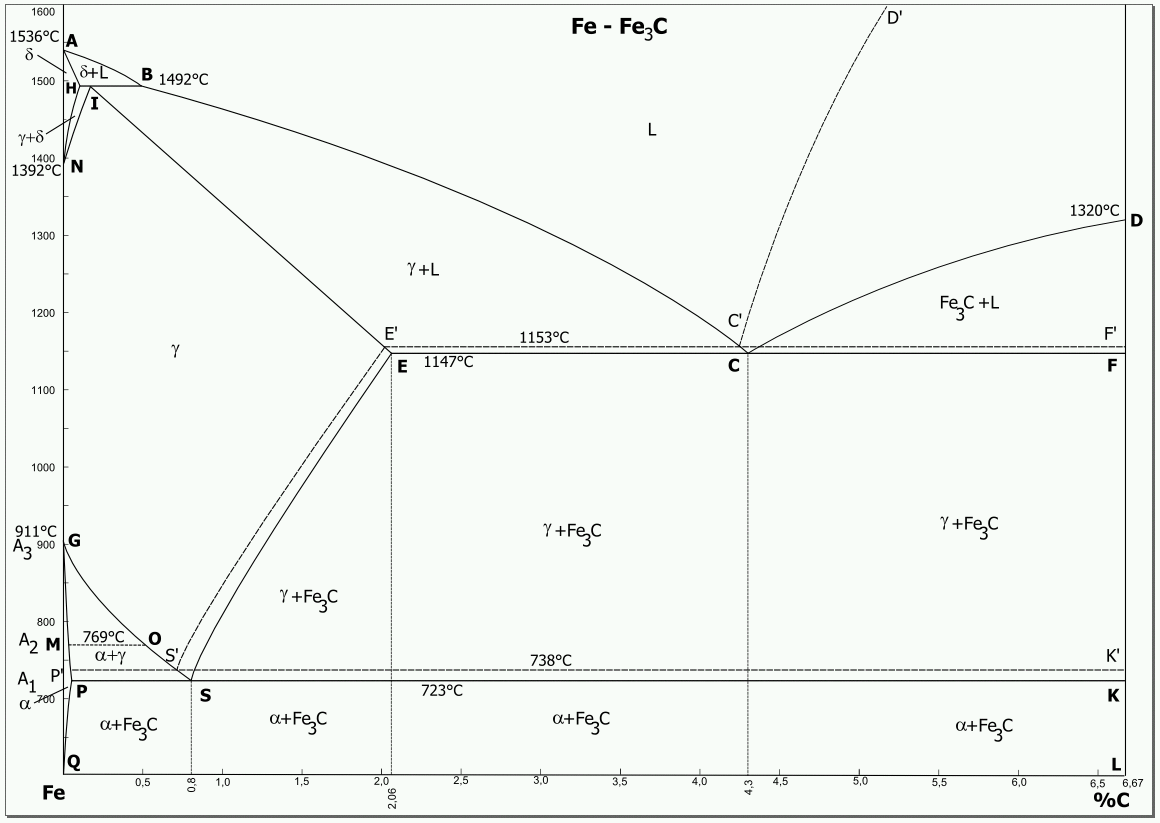
Guck mal hier. Du siehst dort drei Punkte, G, S & K, diese drei bilden die sogenannte GSK-Linie. Wenn die Temperatur diese Linie überschreitet wandelt sich das Gefüge des Stahls in Austenit. Schreckst du dieses nun ab, erhältst du Martensit. Das ist das was wir wollen. (Kleiner Tipp, ich vereinfache das Ganze hier sehr sehr stark)
Auf der linken Achse hast du die Temperatur auf der rechten Achse den Kohlenstoffgehalt in %. Gehen wir mal von einem Kohlenstoffgehalt von 1,0% aus, dann musst du 723°C erreichen damit sich das Gefüge wandelt. Diese Temperatur wird so kurz wie möglich gehalten um Grobkornbildung zu vermeiden. Also schnell auf Härtetemperatur bringen und dann sobald das Stück durchgehend erwärmt ist, abschrecken, nicht erst 10 Minuten im Feuer liegen lassen. Jetzt gibt es noch ein Problem, wenn die Temperatur wieder unter die GSK-Linie fällt wandelt sich das Gefüge wieder zu Ferrit um. Dann wird das nix mit dem Härten. Daher geht man mit der Temperatur etwas höher. So 50°, dann kannst du das Teil auch noch zeitig aus der Esse nehmen und abschrecken. Und bei 773°C (also 780°) sind wir bei Dunkelkrischrot-Kirschrot (also ein kräftiges Rot).
Anderes Beispiel: Bei 0,5% C liegt die GSK-Linie (die macht da eine Kurve) bei ~770°C. --> +50°C = 820°C, da geht es dann langsam ins Orange über. ABER KEIN GELB!

4. Juni 2016 um 19:19

Spiralfedern bekommst du normal in jeder Kfz-Werkstatt für 5€ in die Kaffeekasse. Hab so bei der Autowerkstatt in unserem Dorf auch schon an die 20 alte Federn bekommen. Das Öl erwärme ich vor dem Härten auf ca. 70° vor indem ich ein großes Stahlstück solange darin abschrecke bis ich den Behälter nicht mehr anfassen will. Bei hohen Klingen aus Federstahl lasse ich an der Schneidkante noch gut 1mm stehen da sie sich sonst aufwellen können. Ist zumindest mir schon passiert.
lg Felix
lg Felix
4. Juni 2016 um 19:03
Ich kann Dir empfehlen Klingen aus Blattfedern zu machen.
Blattfedern habe ich zwar nicht, aber eine Spiralfeder vom Auto habe ich vor Jahren an der Autobahn gefunden. Davon ist zwar nicht mehr viel da ( eventuell noch 30 cm), aber für ein paar Messer genügt das ja auch noch. Ich habe daraus schon einen Sax gemacht den ich grade am schleifen bin, davor ein hässliches Messer dem man ansieht dass ich damals 12 war, und ein Bushcraftmesser für nen Kumpel ( ansonsten nur schmiedewerkzeug und ne Speerspitze). Für kleine Neck Knives ist die mir mit 1,5 cm aber schon ein bisschen stark. Ich habe aber gestern eins aus einem Federring von der Eisenbahn noch ein kleines Neck Knive gemacht, mal schauen wie sich das schleift.Das kleine Messer habe ich gestern in der Esse einfach mal so lange durchgezogen, bis die Schneide gelb mit klitzekleinem Rotstich war, dann abgekühlt.
grade nochmal versucht zu schleifen, aber die Ausbrüche sind nicht verschwunden.

Wenn die Klinge gerissen ist und auch immer wieder Rissspuren auftreten wars wahrscheinlich überhitzt oder zu schroff abgeschreckt. ein erneutes Normalisieren bringt dann leider nichts mehr
Wo du es sagst: ich habe mal das schleiföl abgewischt und einen kleinen Haarriss an der Spitze und einen größeren einmal über die Klingenbreite gesehenAlso mit dem Messer wirds nichts mehr, das kommt in die Vitrine zu den Merkzetteln. Überhitzt glaube ich eigentlich nicht, denn wenn es Funken gesprüht hätte, hätte ich das gemerkt. Zu schroff abgeschreckt- war vielleicht die Härtetemparatur zu hoch? Da das öl neben der Esse steht hat das normalerweise um die 30-40°C, aber vielleicht trotzdem.
Ich werde also das Messer nur als Ausstellungsstück und Übung behalten.
Den Stahl kann ich ja einfach mal testen: kleines Stück ausschmieden, härten, zerbrechen.
Mein Messer zu zerbrechen ( um zu sehen obs tatsächlich grobkorn war) ist mir aber zu schade.
Also: Ich habe gelernt: - Nächstes mal bei verwendung des Zahnrades drauf achten ob im Material Risse sind
- drauf achten dass ich nicht zu hohe temparaturen habe und nur kurze aufwärmzeiten
- Normalisieren
- Härtetemparatur genauer einhalten und vorher vielleicht einen Hammer im Öl härten ( zum aufwärmen)
- Zunderhaut abplatz ist Normal, vielleicht bekomme ich ja nochmal raus ob man die doch irgendwie dran lassen kann.
3. Juni 2016 um 18:12
Moin!
Wenn die Klinge gerissen ist und auch immer wieder Rissspuren auftreten wars wahrscheinlich überhitzt oder zu schroff abgeschreckt. ein erneutes Normalisieren bringt dann leider nichts mehr. Härten ist so eine kleine Wissenschaft für sich! Lass Dir das am besten von jemandem zeigen der Ahnung hat.
Gruß
Oli
Wenn die Klinge gerissen ist und auch immer wieder Rissspuren auftreten wars wahrscheinlich überhitzt oder zu schroff abgeschreckt. ein erneutes Normalisieren bringt dann leider nichts mehr. Härten ist so eine kleine Wissenschaft für sich! Lass Dir das am besten von jemandem zeigen der Ahnung hat.
Gruß
Oli
3. Juni 2016 um 16:51
Aus meiner Erfahrung kann ich sagen, dass die Ölkruste, (wir härten auch in Rapsöl) nichts damit zu tun hat ob die Wärmebehandlung gelungen ist oder nicht. Weder mein Chef noch ich haben Ahnung warum manchmal die Kruste fast von allein abspringt und andermals klebt wie Sekundenkleber, aber die gewünschte Zähigkeit (bei uns geht 's um Bleche) ist stets vorhanden, nach dem Anlassen versteht sich. Vielleicht sollte noch erwähnt werden, dass wir unsere Sachen im Ofen warm machen und darin auch anlassen.
Ich tippe bei dir mal auf Grobkorn.
Ich tippe bei dir mal auf Grobkorn.

3. Juni 2016 um 16:42

Hallo Edgar,
Volkers Ausführungen kann ich uneingeschränkt bestätigen. Auch ich habe schon mehrere einfache Messer aus Federstahl gemacht und war mit dem Ergebnis ganz zufrieden. Das abplatzen der Zunderhaut ist bei mir, bei der Wärmebehandlung auch so. Auch für die Herstellung von kleinen Werkzeugen habe ich schon mehrfach Federstahl genommen, fuktioniert auch. Beim Schrotthändler wirst Du wahrscheinlich mehr Schraubenfedern als Blattfedern finden, allerdings könnte das für Neck-Knives durchaus reichen. Nach abwickeln der Feder hast Du eine ansehnliche Länge, wodurch ein arbeiten ohne Zange zu Beginn möglich ist.
Viel Erfolg wünscht Dir
Hermann
Volkers Ausführungen kann ich uneingeschränkt bestätigen. Auch ich habe schon mehrere einfache Messer aus Federstahl gemacht und war mit dem Ergebnis ganz zufrieden. Das abplatzen der Zunderhaut ist bei mir, bei der Wärmebehandlung auch so. Auch für die Herstellung von kleinen Werkzeugen habe ich schon mehrfach Federstahl genommen, fuktioniert auch. Beim Schrotthändler wirst Du wahrscheinlich mehr Schraubenfedern als Blattfedern finden, allerdings könnte das für Neck-Knives durchaus reichen. Nach abwickeln der Feder hast Du eine ansehnliche Länge, wodurch ein arbeiten ohne Zange zu Beginn möglich ist.
Viel Erfolg wünscht Dir
Hermann

3. Juni 2016 um 12:05

{kind=link}
Das erste Problem ist die beim härten abplatzende Zunderhaut.
Edgar, ich kenne das so, daß das abplatzen der Zunderhaut ein Hinweis für einigermaßen richtige Wärmebehandlung ist. Sie sollte zur Hälfte bis 2 drittel abplatzen, wenn richtig gehärtet wurde.
Die Ausbrüche sind schwer zu erklären. Bei unbekannten Stählen kann das an allem möglichen liegen. Es ist zwar interessant zu experimentieren, aber wenn Du die Messer nicht selber behalten willst rate ich davon ab. Es ist doch mindestens peinlich, wenn dann einer kommt und Dir dann ein kaputtes Messer zeigt, was Du gemacht hast.
Ich kann Dir empfehlen Klingen aus Blattfedern zu machen. Das ist für den Einstieg volll ok. Blattfedern lassen sich recht gut schmieden und härten, die Standzeit ist auch ok.
Volker